
اکسترودر

اکسترودر دستگاهی است شامل سیلندر و ماردون (مارپیچ) و محصولی نواری شکل با سطح مقطع خاص تولید می نماید.
ماشین های اکسترودر با کاربردهای متنوع بطور گسترده در صنعت پلاستیک مورد استفاده قرار می گیرند.
انواع اکسترودر
با توجه به اجزای به کار رفته در تولید اکسترودر، این محصول میتواند انواع مختلفی داشته باشد. در ادامه به بررسی انواع اکسترودر میپردازیم.
اکسترودر تک ماردونه (One Screw Extruder)
یکی از متداولترین اکسترودرهای موجود در بازار برای شکلدهی پلاستیکهاست که از یک ماردون در داخل یک سیلندر تشکیل شده است. پلاستیکها معمولاً به صورت دانهای شکل (گرانول) یا خاکه نرم از قیف به سمت ماردون و سیلندر تغذیه میشوند و عملیات شکلدهی انجام میشود.
اکسترودر دو ماردونه (Two Screw Extruder)
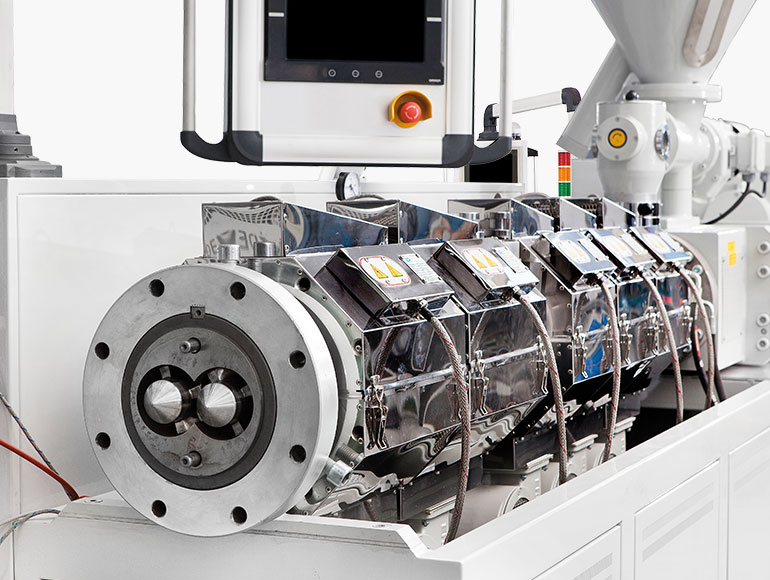
در سالهای اخیر استفاده از اکسترودر های دو ماردونه که در داخل محفظه داغ اکسترودر حرکت چرخشی دارد، افزایش یافته است. این دستگاهها در مقایسه با اکسترودرهای تکماردونه تفاوتهایی در نرخ خروجی، بازده اختلاط، حرارت تولیدشده و نظایر آن نشان میدهد. خروجی اکسترودر دوماردونه معمولاً سه برابر اسکترودر تک ماردونه ای با همان قطر و سرعت است. اگرچه اصطلاح ماردون دوقلو اصطلاحی بین المللی برای اکسترودرهای دو ماردونه است؛ اما دو ماردون لزوماً یکسان نیستند.
در واقع انواع گوناگونی از این دستگاه موجود است. ماردونها ممکن است به صورت جفتشده (Conjugated) یا جفتنشده (Non-Conjugated) باشند. در حالت جفتنشده، بین پلکانهای ماردون فضای خالی وجود دارد که امکان حضور مواد را نیز فراهم میکند. در اکسترودر دو ماردونه با جهت چرخش مخالف یکدیگر، مواد دچار برش و فشردگی میشوند (نظیر آنچه در غلتکرانی رخ میدهد؛ یعنی مواد بین غلتک هایی با جهت چرخش متفاوت، فشرده می شود).
در اکسترودر حاوی دو ماردون با جهت چرخش یکسان، مواد از یک ماردون به دیگری منتقل می شود. این گونه آرایش برای مواد حساس به حرارت کاملاً مناسب است؛ زیرا مواد در اکسترودر به سرعت منتقل می شود بدون اینکه کمترین احتمال ماندگار شدن موضعی (Entrapment) مواد وجود داشته باشد. حرکت مواد در اطراف ماردونهای جفتنشده کمتر (کندتر) است ولی نیروی جلوبرنده (Propulsive) بزرگتر است.
ساز و کار اکسترودر
بخش اصلی تعیین کننده نوع اکسترودر، مارپیچ اکسترودر است که این مارپیچ می تواند به صورت یک پیچ کاملاً ساده باشد که در تعیین نوع اکسترودر تاثیر گذار است. اکسترودر ها طیف وسیعی از روش های شکل دهی برای پلاستیک ها و پلیمر ها را در بر می گیرند. به طوری که در بسیاری از حالت ها انتخاب روش به چگونگی شکل نهایی قطعه و گرما نرم یا گرما سخت بودن آن نیز به ماردون اکسترودر بستگی دارد.
در نتیجه اکسترودر شامل یک مارپیچ یک سره هست بدون شکل خواست و فقط تغییرعمق گام ماردون شکل ماردون را تشکیل می دهد.
مارپیچ اکسترودر

در یک اکسترودری که با تغذیه سرد کار می کند یعنی مواد لاستیکی اولیه اکسترودر درجه حرارت محیط تغذیه میشود. خوراک اکسترودر ممکن است به صورت نوار یا دانه باشد که مارپیچ باید به مقدار لازم انرژی مکانیکی را انتقال دهد تا مواد نرم شده با فشارعقب برنده دای به عقب باز نگردند.
در طراحی به کار رفته مارپیچ های اکسترودر با تغذیه سرد، بررسی های خاصی نیاز است. برای آنکه عمل خرد شدن به مقدار صورت کامل انجام پذیرد باید ارتفاع پره مارپیچ کم و طول مارپیچ زیاد باشد.
سرعت ایده آل در اکسترودرهای مارپیچی:
حد سرعت به این معنا است که اکسترودر بتواند لاستیک را از تغذیه دریافت و از جمع شدن آن در قیف تغذیه جلوگیری کند به طوری که از تمام مواد موجود برای تغذیه استفاده شود.
هد اکسترودر

هدف از بکار گیری هد در اکسترودر ها متعادل سازی و یکنواخت کردن فشار وهدایت آمیزه لاستیکی به سمت قالب است.
شکل هد باید به طور خاصی طراحی شود تا بتواند نیازهای دستگاه اکسترودر را تأمین کند:
تأمین حداکثری محصول خروجی بدون هیچ مشکل وبی نظمی در روند ساخت.
جبران تغییر شکل یا جلوگیری از آن که ناشی از خواص بازگشت پلاستیک آمیزه است.
حذف برخی از نواحی ساکن و ایستا که احتمالا در مسیر آمیزه ایجاد شده است.
قالب اکسترودر
قالب جسمی است که بر روی هد سوار می شود می شود و یکی از عوامل اصلی شکل گیری آمیزه لاستیکی مد نظر ما هنگام خروج از دستگاه است. به طور کلی طراحی قالب نیاز به تجربه فراوانی دارد. زیرا در صورت بروز مشکل در این قسمت محصول نهایی شکل خود را از دست داده و یا از کیفیت بالایی بر خوردار نمی باشد. پس می توان گفت اگر در طراحی این مرحله دچار لغزش شویم محصول نهایی محصولی با کیفیت نخواهد بود.
روند کار اکسترودر تک مارپیچ
طول نواحی سه گانه ماردون بستگی به ماده ای دارد که تحت اکستروژن ها قرار می گیرد. برای مثال نایلون خیلی سریع و راحت ذوب می شود و هیچ مقاومتی در برابر حرارت از خود نشان نمی دهد، به طوری که تراکم و فشردگی مذاب برای ذوب کردن نایلون در طول یک گام از ماردون نیز قابل تامین است.
اما موادی مانند PVC به حرارت بسیار حساس است و لذا طول ناحیه فشردگی برای آن برابر با طول ماردون است. از آنجا که پلاستیک ها دارای گرانروی های متفاوت هستند، رفتار آنها در خلال اکستروژن نیز متفاوت می باشد.
در یک اکسترودر میزان آهنگ وزنی خروجی واقعی دارای اختلاف ۲۵ % است که بستگی به عوامل محیطس مثل دما و سرعت ماردون و غیره دارد. در اکسترودرهای تجاری، نواحی اضافی برای بهبود کیفیت محصول به ماردون افزوده می شود.
که باعث می شود تولید کننده از یکنواختی مواد مذاب یا سرعت ذوب و کافی بودن مواد مذاب در منطقه اندازه گیری و غیره اطمینان حاصل کند و باعث تولید محصولی با کیفیت تر و مد نظر تولید کننده شود.در برخی از اکسترودرها ناحیه هواگیری(منفذ خروج هوا) وجود دارد.
وجود این ناحیه برای اکسترودر ها ضروری است به این دلیل که برخی پلاستیک ها به خاطر مواد اولیه ای که دارند جاذب رطوبت هستند. یعنی از محیط اطراف و از طریق هوا رطوبت موجود در محیط را جذب می کنند اگر به این صورت در اکسترودری که فاقد ناحیه هواگیری قرار بگیرند، محصول نهایی کیفیت خود را از دست داده و محصولی بی کیفیت تولید می شود زیرا به خاطر خاصیتی که مواد مذاب دارند بخار آب را در خود محبوس می کنند.
برای رفع این مشکل راه حل اصلی این است که مواد تغذیه شونده اکسترودر را قبل از ورود به دستگاه خشک کرده و سپس والرد دستگاه کنیم. اما این روش گران قیمت است و امکان آلودگی مواد شسته شده را نیز به وجود می آورد. روش دوم برای استفاده در اکسترودر ها استفاده از محفظه های منفذ دار است.
محصولات دستگاه های اکسترودر عبارتند از:
- انواع شلنگ های صنعتی و خانگی
- آج تایر
- سایدوال تایر(به قسمت کناری تایر گفته می شود.)
- درزگیرها
- انواع پروفیل و نوار
- انواع سیم و کابل
- انواع ورق ها
.
برای کسب اطلاعات بیشتر و دریافت مشاوره رایگان جهت خرید انواع اکسترودر، کلیک کنید.